
Boiler Introduction
 General Boiler Information
General Boiler Information
Fire Tube Boilers
Water Tube Boilers
Steam Generators
Compact and Modular
Tubeless & Condensing
Steam Information
Superheat
Boiler Stack Economizer
Boiler Flue Condensers
Boiler Water Treatment
Deaerators
Blowdown Control
Boiler Efficiency
Boiler Combustion
General Boiler Information
 1 boiler horse power is about 42,000 BTUs of INPUT
1 boiler horse power is about 42,000 BTUs of INPUT
1 pound of steam is about 1,200 BTUs of INPUT fuel, and about 1,000 BTUs at the point of use, depending on the pressure of the steam
Low pressure steam is considered to be up to 15 psi; high is generally 100 psi and higher.
Superheat is a term that refers to higher temperature steam, as a result of a second special steam heat exchanger in the boiler that allows steam pressure to increase, thereby taking on more BTUs (in excess of 500 psi is typical of superheat). Superheated steam is very dry steam.
Smaller boilers are generally rated in horse power; larger are generally rated in thousands of pounds of steam (500 hp and under will typically be rated in hp)
Typical boiler efficiency will be in the 75 – 85% range; new highest efficiency boilers may be near 90%; newer quick heat up types of boilers with copper heat exchangers can be more efficient, especially at startup and part load than older, heavy mass cast iron boilers.
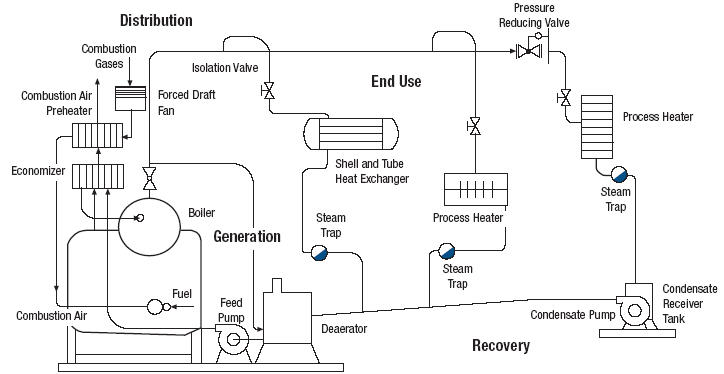
Source: DOE ‘Improving Steam System Performance – a Sourcebook for Industry’ Oct.2004
Click on image for larger view
Fire Tube Boilers
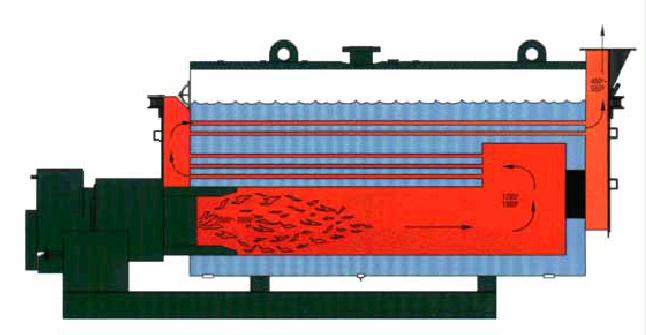
In firetube boilers, the combustion gases pass inside boiler tubes, and heat is transferred to water on the shell side. Scotch marine boilers are the most common type of industrial firetube boiler. The Scotch marine boiler is an industry workhorse due to low initial cost, and advantages in efficiency and durability. Scotch marine boilers are typically cylindrical shells with horizontal tubes configured such that the exhaust gases pass through these tubes, transferring energy to boiler water on the shell side.
Scotch marine boilers contain relatively large amounts of water, which enables them to respond to load changes with relatively little change in pressure. However, since the boiler typically holds a large water mass, it requires more time to initiate steaming and more time to accommodate changes in steam pressure. Also, Scotch marine boilers generate steam on the shell side, which has a large surface area, limiting the amount of pressure they can generate. In general, Scotch marine boilers are not used where pressures above 300 psig are required. Today, the biggest firetube boilers are over 1,500 boiler horsepower (about 50,000 lbs/hr).
Firetube boilers are often characterized by their number of passes, referring to the number of times the combustion (or flue) gases flow the length of the pressure vessel as they transfer heat to the water. Each pass sends the flue gases through the tubes in the opposite direction. To make another pass, the gases turn 180 degrees and pass back through the shell. The turnaround zones can be either dryback or water-back. In dryback designs, the turnaround area is refractory lined. In water-back designs, this turnaround zone is water-cooled, eliminating the need for the refractory lining.
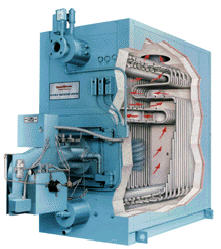 Water Tube Boilers
Water Tube Boilers
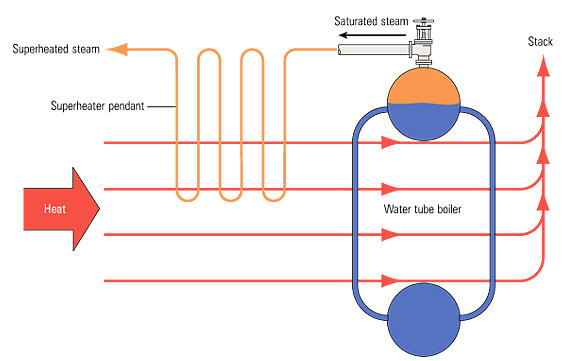
In watertube boilers, boiler water passes through the tubes while the exhaust gases remain in the shell side, passing over the tube surfaces. Since tubes can typically withstand higher internal pressure than the large chamber shell in a firetube, watertube boilers are used where high steam pressures (as high as 3,000 psi) are required.
Watertube boilers are also capable of high efficiencies and can generate saturated or superheated steam. The ability of watertube boilers to generate superheated steam makes these boilers particularly attractive in applications that require dry, high-pressure, high-energy steam, including steam turbine power generation.
The performance characteristics of watertube boilers make them highly favorable in process industries, including chemical manufacturing, pulp and paper manufacturing, and refining. Although firetube boilers account for the majority of boiler sales in terms of units, water-tube boilers account for the majority of boiler capacity.
For more info on boiler type terminology, see Boiler Basic Types
 Steam Generators
Steam Generators
Steam generators are like boilers in that they are fired by gas and produce steam, but they are unlike boilers in that they do not have large pressure vessels and are made of light-weight materials. The fact that they do not have pressure vessels means that in most locations they do NOT require a boiler operator (always confirm with local codes). This can be a substantial savings when there is no other reason to have an operator other than the local code requires it for a large pressure vessel. The fact that they are made out of light weight materials means they perform well at part loads and respond quickly to changes in loads. This greatly increases part load operating efficiency.
For more information see Steam Generators
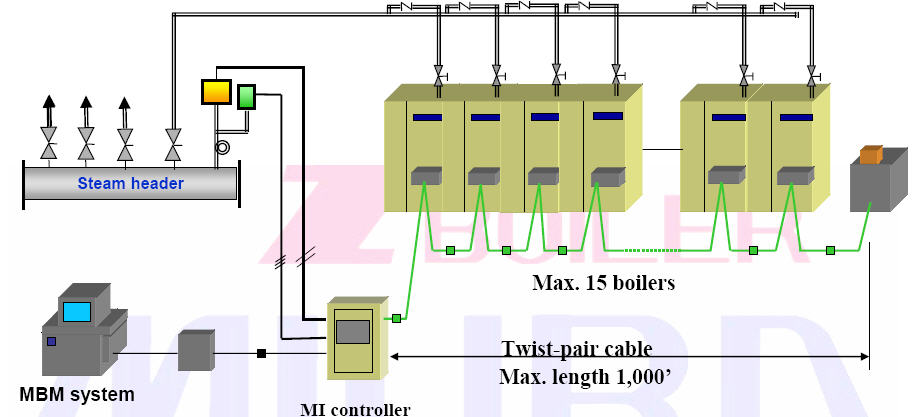
Compact and Modular Boilers

Modern materials, controls and the pursuit of ever higher energy efficiency and reduced emissions is leading to boilers that are smaller in physical size, have cleaner emissions and produce dryer steam. Materials are critical because old cast iron boilers relied on mass to prevent them from thermal shocks that could split the boiler apart. New metals reduce mass which improves thermal transfer and can handle the thermal stress of going from cold water to steam in seconds.
Space is money, especially in new construction. Boilers of similar output capacity made smaller to reduce their space requirements can result in overall lower first cost of equipment plus space.
Boilers have a certain efficiency curve that tends to result in the boiler having the highest efficiency at full-fire. As the boiler is ‘turned-down’ to run at less than 100% capacity, efficiency typically drops. To counter this situation, a modular boiler bank of 3 or more boilers with a programmed controller can improve operational efficiency over a single boiler operating in a turn-down mode, and provides a certain amount of redundancy for back-up.
Tubeless and Condensing Boilers
 High energy prices along with improved material and combustion technology is resulting in a new generation of high efficiency gas boilers. Traditional boilers are designed to PREVENT condensation because it is corrosive to boiler components and the wide variations in temperatures cause problems with thermal shock. However, without condensation, boilers can not be higher than about 85% efficient. Boilers that are designed for condensation and use advanced controls to squeeze every possible BTU from the combustion process are able to achieve efficiencies in the high 90’s. There is a first-cost premium, but when energy prices are high, paybacks are more acceptable.
High energy prices along with improved material and combustion technology is resulting in a new generation of high efficiency gas boilers. Traditional boilers are designed to PREVENT condensation because it is corrosive to boiler components and the wide variations in temperatures cause problems with thermal shock. However, without condensation, boilers can not be higher than about 85% efficient. Boilers that are designed for condensation and use advanced controls to squeeze every possible BTU from the combustion process are able to achieve efficiencies in the high 90’s. There is a first-cost premium, but when energy prices are high, paybacks are more acceptable.“Tubeless” Boilers use tubing coils instead of rigid tubes. “Direct Contact” water heaters have no tubes, tubing or coils; they have heat transfer media such as spheres or cylinders and allow flue gases to come in direct contact with the water.
Steam Information
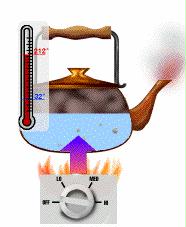 Steam is an invisible gas that’s generated by heating water to a temperature that brings it to the boiling point. When this happens, water changes its physical state and vaporizes, turning from a liquid into a gas.
Steam is an invisible gas that’s generated by heating water to a temperature that brings it to the boiling point. When this happens, water changes its physical state and vaporizes, turning from a liquid into a gas.
Conversely, when heat energy is removed from steam, it loses its ability to retain a gaseous state and condenses back into a liquid. The resulting liquid is called condensate. The temperature at which condensation takes place is known as the dew point.
When water is heated at atmospheric pressure, its temperature rises until it reaches 212°F (100°C), the highest temperature at which water can exist at this pressure. Additional heat does not raise the temperature, but converts the water to steam.
One pound of water takes 1 BTU per Degree of Temperature rise up to 212°F; to form steam, an additional 970 BTUs is required for the “Latent Heat of Vaporization”. Therefore, steam has (970 + (212 – Condensate Temperature)) BTUs per pound.
EXAMPLE: If the condensate temperature is 160°F, (970 + (212 – 160)) = 1,022 BTUs per pound. This clearly shows why steam has more energy content than hot water.
NOTE: These are BTUs delivered to the water; efficiency must also be factored in to determine INPUT BTU requirements.
For more information about Steam
For specific information about Steam Trap Audits
Superheat
Superheat refers to the process of increasing the temperature of steam above about 400°F and 100 psi to produce a very “dry” steam with absolutely no water vapor. This feature is most common in very large power plant boilers of watertube construction. An additional heat exchanger capable of the high temperatures and pressures is required.

At least one company promotes a “direct fired” superheater, that could have some advantages for facilities with smaller sized boilers that need higher temperatures and pressures, but do not want to invest in a new boiler or use a Thermal Fluid system. According to their web site, the Cannon Superheater can be used on new boilers and retrofit installations. The Cannon Superheater can be used on watertube or firetube boilers in the 25 HP to 1,000 HP range. For more information, see www.cannonboilerworks.com.
Boiler Stack Economizer
Flue gases from large boilers are typically 450 – 650°F. Stack Economizers recover some of this heat for pre-heating water. The water is most often used for boiler make-up water or some other need that coincides with boiler operation. Stack Economizers should be considered as an efficiency measure when large amounts of make-up water are used (ie: not all condensate is returned to the boiler or large amounts of live steam are used in the process so there is no condensate to return.)
The savings potential is based on the existing stack temperature, the volume of make-up water needed, and the hours of operation. Economizers are available in a wide range of sizes, from small coil-like units to very large waste heat recovery boilers.
|
|
|


For More Information see Boiler Stack Economizers and Flue Gas Condensers
Boiler Flue Condensers
 There is a class of economizers that are designed to condense the flue gases and/or have the water in direct contact with flue gases. I have called them ‘Flue Gas Condensers’. Stack Economizers and Condensers should be considered as an efficiency measure when large amounts of make-up water are used (ie: not all condensate is returned to the boiler or large amounts of live steam is used in the process so there is no condensate to return) or there is a simultaneous need for large volumes of hot water.
There is a class of economizers that are designed to condense the flue gases and/or have the water in direct contact with flue gases. I have called them ‘Flue Gas Condensers’. Stack Economizers and Condensers should be considered as an efficiency measure when large amounts of make-up water are used (ie: not all condensate is returned to the boiler or large amounts of live steam is used in the process so there is no condensate to return) or there is a simultaneous need for large volumes of hot water.
The application difference between an economizer and condenser is that economizers are primarily used to heat a smaller volume of water to a high temperature for boiler feed water, and condenser units heat a larger volume of water to a lower temperature. Condensers can be more efficient because they can have a lower outlet exhaust temperature and take advantage of the energy in condensed flue gasses (the Latent Heat of Vaporization).
For more information see Flue Gas Condensers
Boiler Water Treatment
Origin of the Problem
The most common source of corrosion in boiler systems is dissolved gas: oxygen, carbon dioxide and ammonia. Of these, oxygen is the most aggressive. The importance of eliminating oxygen as a source of pitting and iron deposition cannot be over-emphasized. Even small concentrations of this gas can cause serious corrosion problems.
Makeup water introduces appreciable amounts of oxygen into the system. Oxygen can also enter the feed water system from the condensate return system. Possible return line sources are direct air-leakage on the suction side of pumps, systems under vacuum, the breathing action of closed condensate receiving tanks, open condensate receiving tanks and leakage of nondeaerated water used for condensate pump seal and/or quench water. With all of these sources, good housekeeping is an essential part of the preventive program.
One of the most serious aspects of oxygen corrosion is that it occurs as pitting. This type of corrosion can produce failures even though only a relatively small amount of metal has been lost and the overall corrosion rate is relatively low. The degree of oxygen attack depends on the concentration of dissolved oxygen, the pH and the temperature of the water.
The influence of temperature on the corrosivity of dissolved oxygen is particularly important in closed heaters and economizers where the water temperature increases rapidly. Elevated temperature in itself does not cause corrosion. Small concentrations of oxygen at elevated temperatures do cause severe problems. This temperature rise provides the driving force that accelerates the reaction so that even small quantities of dissolved oxygen can cause serious corrosion.
The Corrosion Process
Localized attack on metal can result in a forced shutdown. The prevention of a forced shutdown is the true aim of corrosion control.
Because boiler systems are constructed primarily of carbon steel and the heat transfer medium is water, the potential for corrosion is high. Iron is carried into the boiler in various forms of chemical composition and physical state. Most of the iron found in the boiler enters as iron oxide or hydroxide. Any soluble iron in the feed water is converted to the insoluble hydroxide when exposed to the high alkalinity and temperature in the boiler.
These iron compounds are divided roughly into two types, red iron oxide (Fe2O3) and black magnetic oxide (Fe3O4). The red oxide (hematite) is formed under oxidizing conditions that exist, for example, in the condensate system or in a boiler that is out of service. The black oxides (magnetite) are formed under reducing conditions that typically exist in an operating boiler.
External Treatment
External treatment, as the term is applied to water prepared for use as boiler feed water, usually refers to the chemical and mechanical treatment of the water source. The goal is to improve the quality of this source prior to its use as boiler feed water, external to the operating boiler itself. Such external treatment normally includes:
2. Filtration
3. Softening
4. Dealkalization
5. Demineralization
6. Deaeration
7. Heating
Any or all of these approaches can be used in feed water or boiler water preparation.
Internal Treatment
Even after the best and most appropriate external treatment of the water source, boiler feed water (including return condensate) still contains impurities that could adversely affect boiler operation. Internal boiler water treatment is then applied to minimize the potential problems and to avoid any catastrophic failure, regardless of external treatment malfunction.
Feed Water Preparation
The basic assumption with regard to the quality of feed water is that calcium and magnesium hardness, migratory iron, migratory copper, colloidal silica and other contaminants have been reduced to a minimum, consistent with boiler design and operation parameters.
Once feed water quality has been optimized with regard to soluble and particulate contaminants, the next problem is corrosive gases. Dissolved oxygen and dissolved carbon dioxide are among the principal causes of corrosion in the boiler and pre-boiler systems. The deposition of these metallic oxides in the boiler is frequently more troublesome than the actual damage caused by the corrosion. Deposition is not only harmful in itself, but it offers an opening for further corrosion mechanisms as well.
Contaminant products in the feed water cycle up and concentrate in the boiler. As a result, deposition takes place on internal surfaces, particularly in high heat transfer areas, where it can be least tolerated. Metallic deposits act as insulators, which can cause local overheating and failure. Deposits can also restrict boiler water circulation. Reduced circulation can contribute to overheating, film boiling and accelerated deposition.
The best way to start to control pre-boiler corrosion and ultimate deposition in the boiler is to eliminate the contaminants from the feed water. Consequently, this section deals principally with the removal of oxygen, the impact of trace amounts of contaminants remaining in the feed water, and heat exchange impact.
Feed water is defined as follows:
Feed water (FW) = Makeup water (MW) + Return condensate (RC)
The above equation is a mass balance (pounds or kilograms).
Deaeration (Mechanical and Chemical)
Mechanical and chemical deaeration is an integral part of modern boiler water protection and control. Deaeration, coupled with other aspects of external treatment, provides the best and highest quality feed water for boiler use.
Simply speaking, the purposes of deaeration are:
1. To remove oxygen, carbon dioxide and other noncondensable gases from feed water
3. Minimizing solubility of the undesirable gases
4. Providing the highest temperature water for injection to the boiler
Deaerators
Mechanical deaeration is the first step in eliminating oxygen and other corrosive gases from the feed water. Free carbon dioxide is also removed by deaeration, while combined carbon dioxide is released with the steam in the boiler and subsequently dissolves in the condensate. This can cause additional corrosion problems.
Because dissolved oxygen is a constant threat to boiler tube integrity, our discussion on the deaerator will be aimed at reducing the oxygen content of the feed water. The two major types of deaerators are the tray type and the spray type. In both cases, the major portion of gas removal is accomplished by spraying cold makeup water into a steam environment.
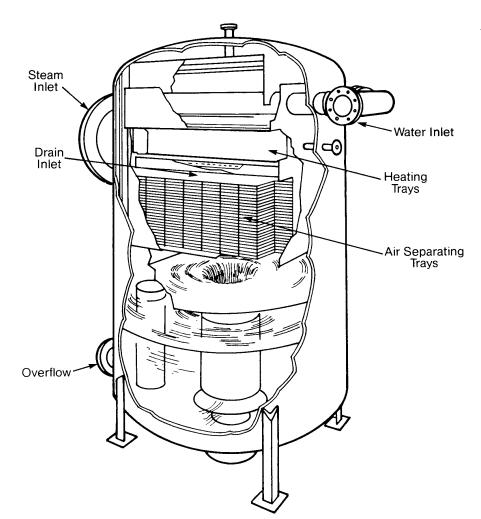
Tray Type Deaerating Heaters
Tray-type deaerating heaters release dissolved gases in the incoming water by reducing it to a fine spray as it cascades over several rows of trays. The steam that makes intimate contact with the water droplets then scrubs the dissolved gases by its counter-current flow. The steam heats the water to within 3-5 º F of the steam saturation temperature and it should remove all but the very last traces of oxygen. The deaerated water then falls to the storage space below, where a steam blanket protects it from recontamination.
Nozzles and trays should be inspected regularly to insure that they are free of deposits and are in their proper position.
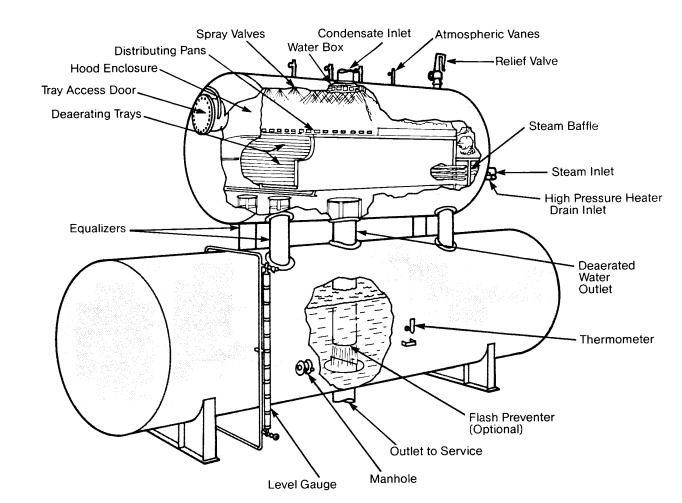
Spray-Type Deaerating Heaters
Spray-type deaerating heaters work on the same general philosophy as the tray-type, but differ in their operation. Spring-loaded nozzles located in the top of the unit spray the water into a steam atmosphere that heats it. Simply stated, the steam heats the water, and at the elevated temperature the solubility of oxygen is extremely low and most of the dissolved gases are removed from the system by venting. The spray will reduce the dissolved oxygen content to 20-50 ppb, while the scrubber or trays further reduce the oxygen content to approximately 7 ppb or less.
During normal operation, the vent valve must be open to maintain a continuous plume of vented vapors and steam at least 18 inches long. If this valve is throttled too much, air and nonconclensable gases will accumulate in the deaerator. This is known as air blanketing and can be remedied by increasing the vent rate.
For optimum oxygen removal, the water in the storage section must be heated to within 5 º F of the temperature of the steam at saturation conditions. From inlet to outlet, the water is deaerated in less than 10 seconds.
Click on images for larger views
Deaerators and Economizers
Where economizers are installed, good deaerating heater operation is essential. Because oxygen pitting is the most common cause of economizer tube failure, this vital part of the boiler must be protected with an oxygen scavenger, usually catalyzed sodium sulfite. In order to insure complete corrosion protection of the economizer, it is common practice to maintain a sulfite residual of 5-10 ppm in the feed water and, if necessary, feed sufficient caustic soda or neutralizing amine to increase the feed water pH to between 8.0 and 9.0.
Below 900 psi excess sulfite (up to 200 ppm) in the boiler will not be harmful. To maintain blowdown rates, the conductivity can then be raised to compensate for the extra solids due to the presence of the higher level of sulfite in the boiler water. This added consideration (in protecting the economizer) is aimed at preventing a pitting failure. Make the application of an oxygen scavenger, such as catalyzed sulfite, a standard recommendation in all of your boiler treatment programs.
Treatment
The foregoing discussion shows the importance of proper deaeration of boiler feed water in order to prevent oxygen corrosion. Complete oxygen removal cannot be attained by mechanical deaeration alone. Equipment manufacturers state that a properly operated deaerating heater can mechanically reduce the dissolved oxygen concentrations in the feed water to 0.005 cc per liter (7 ppb) and 0 free carbon dioxide. Typically, plant oxygen levels vary from 3 to 50 ppb. Traces of dissolved oxygen remaining in the feed water can then be chemically removed with the oxygen scavenger.
More on Deaerators see Deaerator, Deaerator – Energy Recovery
Blowdown Control
The main purpose of blowdown is to maintain the solids content of the boiler water within prescribed limits. This would be under normal steaming conditions. However, in the event contamination is introduced in the boiler, high continuous and manual blowdown rates are used to reduce the contamination as quickly as possible.
Because each boiler and plant operation is different, maximum levels should be determined on an individual basis.
Bottom Blowdown
By definition, bottom blowdown is intermittent and designed to remove sludge from the areas of the boiler where it settles. The frequency of bottom blowdown is a function of experience and plant operation. Bottom blowdown can be accomplished manually or electronically using automatic blowdown controllers.
Continuous Blowdown
Frequently used in conjunction with manual blowdown, continuous blowdown constantly removes concentrated water from the boiler. By design, it is in the area of highest boiler water concentration. This point is determined by the design of the boiler and is generally the area of greatest steam release.
Continuous blowdown allows for excellent control over boiler water solids. In addition, it can remove significant levels of suspended solids. Another advantage is that the continuous blowdown can be passed through heat recovery equipment.
Blowdown Control Summary
Proper boiler blowdown control in conjunction with proper internal boiler water treatment will provide the desired results for a boiler water program. Many modern devices can automate boiler blowdown, thereby increasing the overall efficiency of the unit.
For more information see Blowdown, Blowdown Control,Blowdown Heat Recovery
ION EXCHANGE SYSTEMS
Ion exchange systems range from light commercial water softeners and filters to specially designed industrial equipment. Also known as deionizations (DI) systems. These systems are considered high-end where the highest quality of water treatment is needed, such as with steam turbines.
For more information see Water Softener
RO SYSTEMS
Reverse Osmosis (RO) systems are available for tap water, brackish water or seawater. These systems are considered high-end where the highest quality of water treatment is needed, such as with steam turbines.
For more information see Reverse Osmosis
Boiler Manufacturers
The following manufactures have provided content used on this page. This section is NOT intended to be a comprehensive source of references. See also Resource Links and Vendor Directory
Cleaver-Brooks
7800 N. 113th Street
Milwaukee, WI 53224
Telephone: 414-359-0600
Web site: www.cleaver-brooks.com
Johnston Boiler
300 Pine Street
Ferrysburg, MI 49409
Telephone: 616-842-5050
Web site: www.johnstonboiler.com
Clayton Industries
World Headquarters
4213 North Temple City Blvd.
El Monte, CA 91734
Telephone: 800-423-4585
Web site: www.claytonindustries.com
MIURA Boiler Company
8 Copernicus Boulevard
Brantford, Ontario
N3P 1Y4 Canada
Telephone: 519-758-8111
Go to the Miura Boiler web site at www.miuraboiler.com
Gasmaster Industries Incorporated
#5 – 15050 54A Avenue
Surrey, British Columbia Canada, V3S 5X7
Telephone: 604-574-9874
Web site www.gasmaster-ind.com
Economizers and Condensers
E-Tech
P.O. Box 35258
Tulsa, OK 74153
Telephone: 918-665-1930
Web site: www.e-techinc.com
Cannon Boiler Works, Inc.
510 Constitution Blvd.
New Kensington, PA 15068
Telephone: 724-335-8541
Web site: www.cannonboilerworks.com
Sidel USA Systems
PO Box 1868
Atascadero, CA 93423
Telephone: 805-462-1250 or 800-668-5003
Web site: www.sidelsystems.com
For more economizer manufacturers, see Economizers and Flue Gas Condensers